0510-88888016
0510-88888016

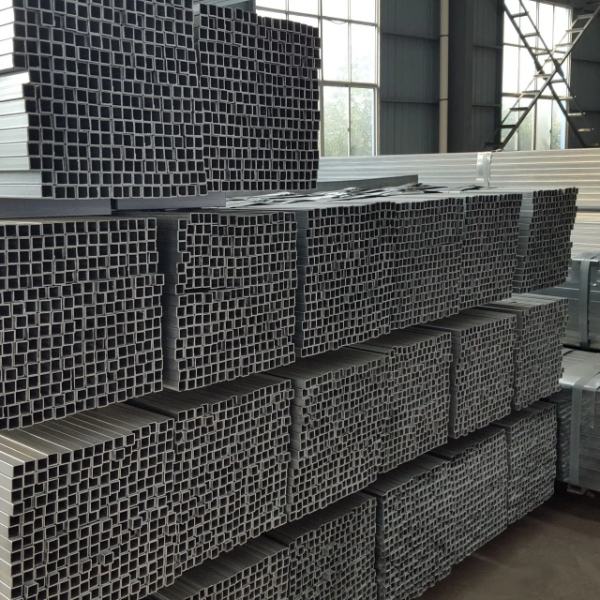
扬州方管的诱因及处理对策详细介绍
生产制造加工工艺
热扎、冷拉、热扩
按生产制造方式不一样可分成热轧管、热轧管、冷拔钢管、压挤管等。
扬州方管一般在全自动冷拔机组下生产制造。实芯管料经查验并消除表层缺点,裁成所需长短,在管料破孔端端表面放心,随后送到热处理炉加温,在切割机上破孔。
在破孔与此同时持续转动和前行,在热轧带钢和顶头的效果下,管料內部慢慢产生内腔,称毛管。再送至全自动冷拔机上再次冷轧。
终经均整体均整壁厚,经定径机定径,做到规格型号规定。运用回转式冷拔机组生产制造热轧无缝钢管是较优秀的方式。
若欲得到规格更小和品质更强的无缝钢管,务必选用热轧、冷拉或是二者协同的方式。
热轧通常在二辊式轧机上开展,无缝钢管在变横断面圆洞槽和没动的锥型顶头所构成的圆形板孔中冷轧。冷拉通常在0.5~100T的多肽链式或双链条式冷拔机上开展。
诱因及处理对策:
1、电镀锡表层不干净
⑴电镀锡表层带有漆料、植物油脂、焊镏;可打磨抛光或配置有关有机溶剂清洗。
⑵铁氧化物;欠酸洗钝化;再次酸洗钝化。
2、酸洗钝化及实际操作:
⑴欠、过酸洗钝化。欠酸洗,促使电镀锡表层留出化合物(锈迹);过酸洗钝化,促使钢基材表层机构被毁坏,其所含的Si及小量的活泼金属硅化物金属氧化物附于电镀锡表层,阻拦了铁锌的融合。
或是因过酸洗钝化,促使电镀锡吸氢,热镀锌时,氡气等受热变形逸出而沙孔。解决方案:严格控制酸洗钝化,掌握好酸洗钝化時间。
⑵酸洗钝化时镀件累加、库存积压,导致漏洗,或是因电镀锡构造上的缘故酸洗钝化时又疏于滚动导致涡气而漏洗。解决方案:尽量摆起酸洗钝化,勤滚动。
3、助镀阶段
⑴改性剂浓度值稍低,助镀实际效果不理想化;处理:调节适合改性剂浓度值。
⑵改性剂占比不合理,锌盐成分高,促使改性剂盐膜易吸湿吸潮,氢氧化镍转化成汽体而爆锌,而产生沙孔。解决方案:调节改性剂配制